Many fruit sorting centers still use the traditional method of hiring workers to judge the appearance of fruits and classify them. This detection and classification method is no longer suitable for modern production. It is not only inefficient, but also has a high false detection rate and is very harmful to human eyes.
Nowadays, some fruit production companies have introduced machine vision equipment, which not only saves the company’s production costs, but also greatly improves the quality of apples supplied to customers, winning a good reputation for the company.
The following is a case study of Intsoft Tech integrating machine vision into the apple sorting line of a fruit production company.
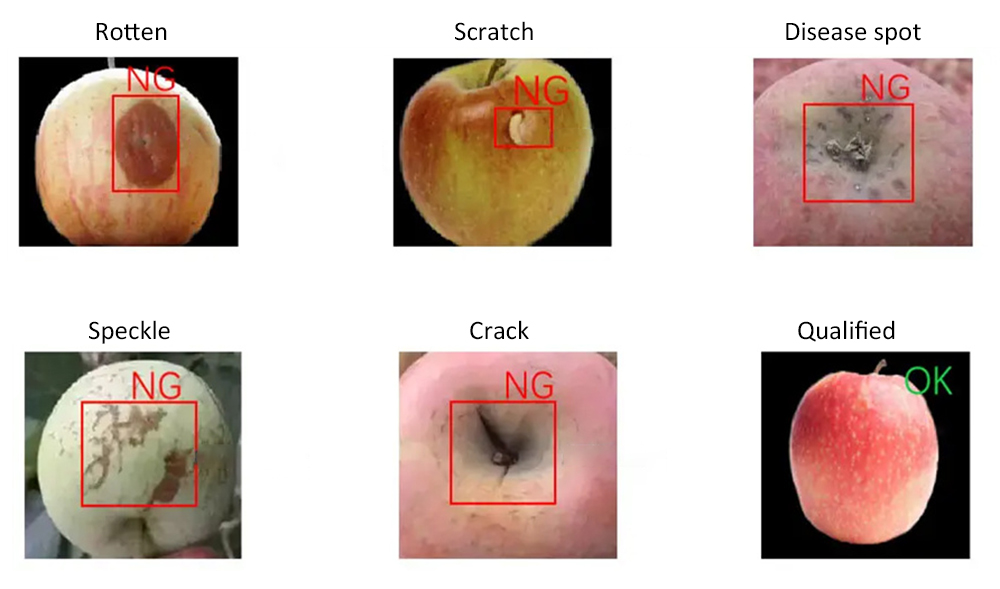
Common defects on apples:
Scratch, cracks, bruises, lesions, rot, rust.
Color classification:
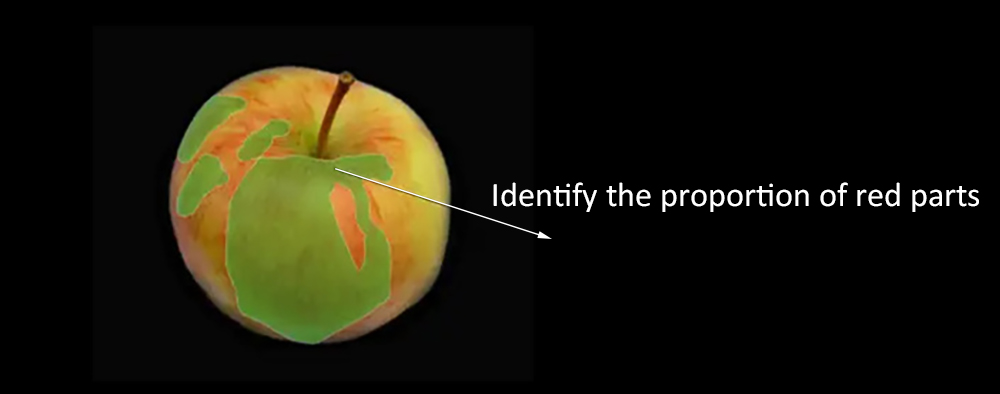
Full red, half red, slightly red, green.
Size classification:
Tiny, Small, Medium, Large, Huge, Giant
Purpose:
Use machine vision equipment to classify apples by grade. According to the size, color, shape, whether the apples are rotten, and other appearance characteristics, the apples are divided into different grades with the help of a sorter, replacing manual inspection and improving inspection efficiency and accuracy.
Solution
Hardware:
1. Set up a camera obscura on the sorting line, and set up a set of industrial cameras in the camera obscura.
2. The apple can rotate on the sorting line to ensure that each side of the apple can be detected.
3. When the apple flows through the camera obscura, the industrial camera in the obscura captures the image of the apple, and the apple rotates in the camera obscura to ensure that the image of each side can be captured.
Software:
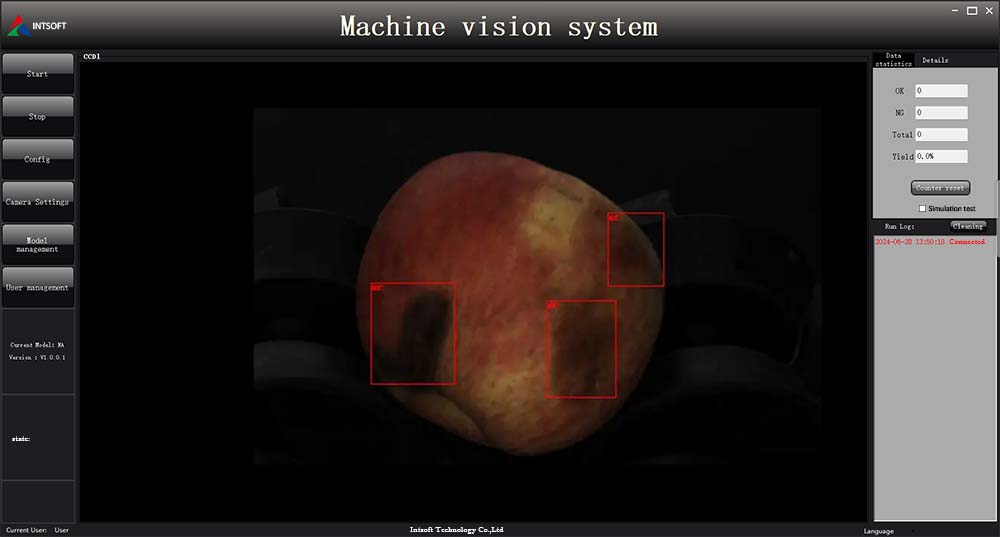

1. Intsoft visual operating system, controls light source, camera shutter, image transmission, etc.
2. Program for optimizing the image captured by industrial cameras, opencv, HSV color threshold filtering, grayscale, etc.
3. Trained Intsoft apple grade classification model.