Ceramic wall tiles detection
The exterior and interior walls of various high-rise buildings, residential houses, and buildings are sometimes covered with exquisite ceramic tiles for decoration, waterproofing, heat insulation, sound insulation and other functions. However, if there are defects in the ceramic tiles on these walls, it will affect its performance. As a manufacturer of wall tiles, you must want to avoid this situation as much as possible. So, how can you better detect these defects before wall tiles leave the factory?
The following shows a case of defect detection of wall tiles from Intsoft Technology.
Visual inspection items for ceramic wall tiles
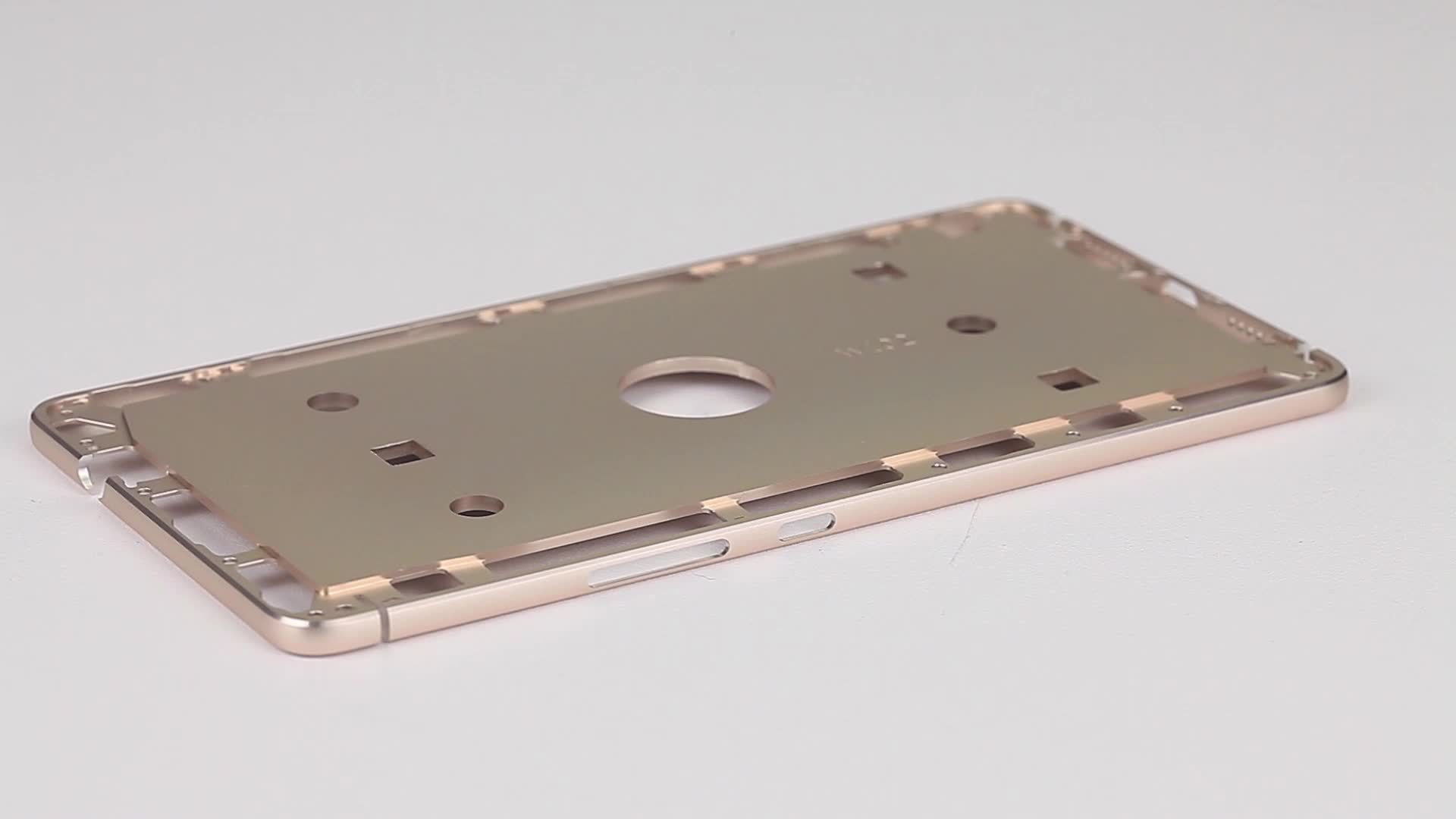
For wall ceramic tile inspection, see defect pictures below for specific defects.
Main imperfections include:
Cracks, curling, missing edges, color difference, warping, burrs, missing corners, bending, black spots, impurities, etc.
General size:
240X60MM, max. size: 230X460MM
Detection standard
- Total length of surface cracks s5mm_superior, > 5mm downgraded, downgraded equals defective
- Black spot, impurity inspection standard:
Dark color maximum diameter 0.8mm, light color 1.0mm superior
- For defective products, they must be automatically pushed from the assembly line to the defective box (cart). If it is a product with a color difference, use it as a mark and manually check it twice.
- Inspection speed requirements:
Small exterior wall tiles, 100 pieces per minute (not less than 90 pieces); large exterior wall tiles (maximum size is 230X460MM) not less than 50 pieces per minute.
- Adjustable distance of assembly line of ceramic tiles.
Note: The image must be clearly visible and within the field of view.
Vision detection solution:
- Enter the basic product information, take a qualified product for modeling, and set the detection type.
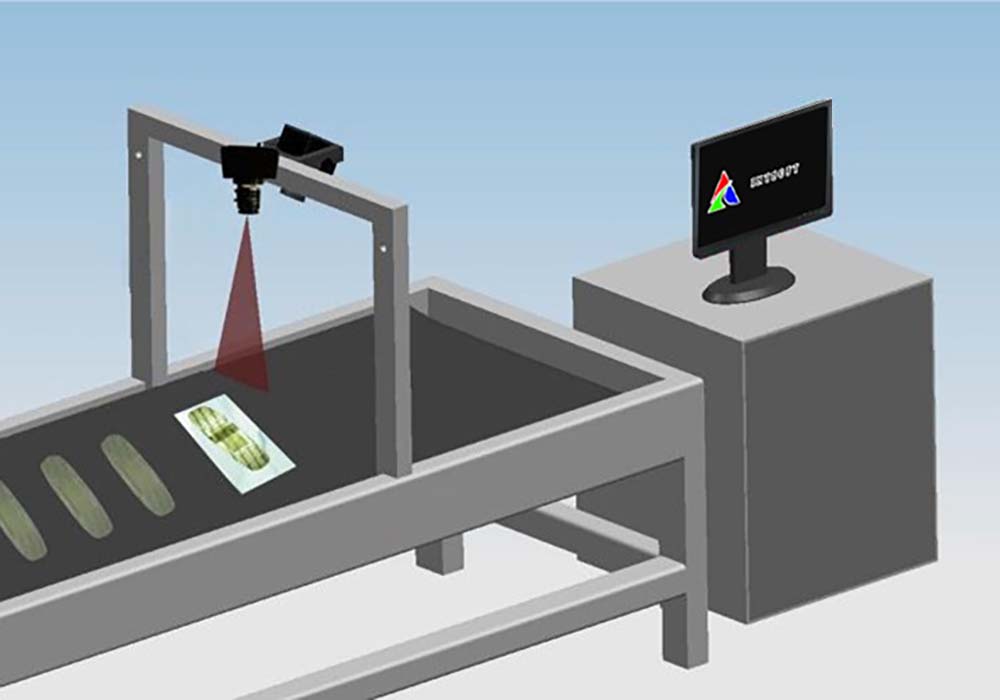
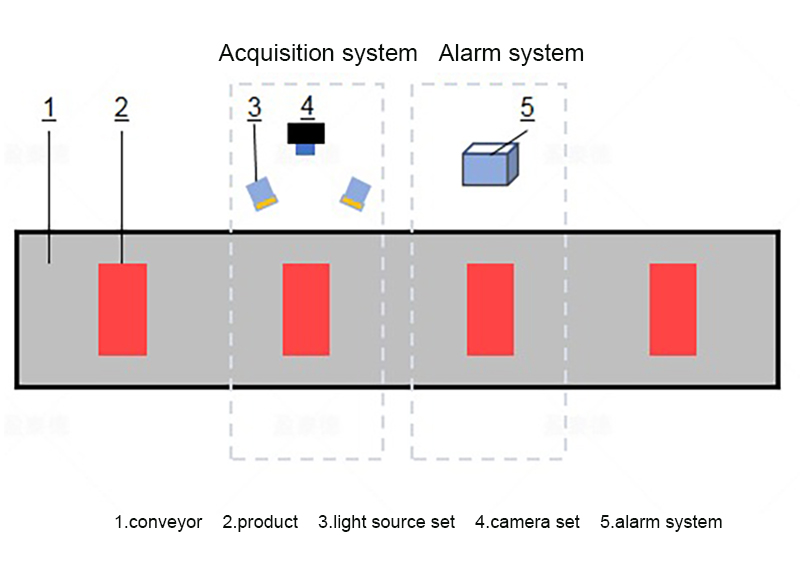
- Install a camera directly above the assembly line (see schematic – Item 5 – Imaging method)
- The ceramic wall tiles move at a constant speed with the conveyor belt. When they reach the position of the photoelectric sensor, a trigger signal will be generated immediately, and the A/D conversion will be transmitted to the PC. After the PC receives it, the camera group will collect a set of images.
- The machine vision recognition system performs a series of processing, analysis and judgment on the image. If the image is unqualified, the rejection system pushes the defective product into the defective box, detects the color difference product, records and feeds back the data, outputs a signal, and reminds the manual to do a second inspection. If the image shows that the tile is qualified, the ceramic wall tiles flow into the next station through the conveyor belt.
- The deviation of the incoming position must be small each time to ensure that it is within the field of view. The ceramic wall tiles are located in the conveyor belt, and the deviation of the incoming position must be small each time, because the maximum product size compatibility must be considered, multiple groups of cameras are required to shoot and image in different areas.