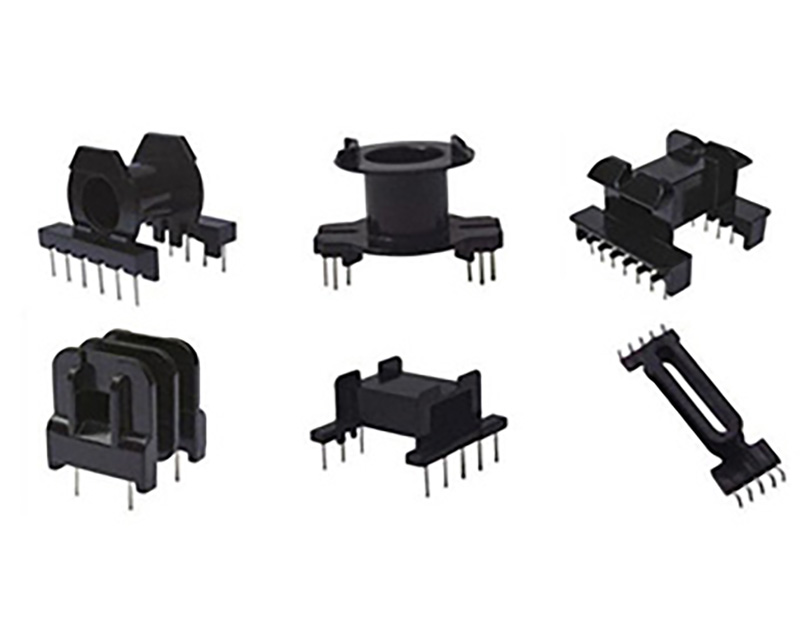
Bobbin are critical components used in various manufacturing processes, such as computers, communication and consumer electronics, etc. 3C product production. The surface quality of the bobbin is essential as any defects can affect the performance and reliability of the final product. Automated visual inspection plays a crucial role in effectively detecting these defects.
The following case study on the detection of bobbin defects is from Intsoft Technology.
Inspection content and requirements
Workpiece area detection:
Diameter 5-29 mm front bobbin area, side appearance detection
Detection content:
1. Defective surfaces on both sides of the sample can be detected, while other locations can not be detected.
2. Pins oxidized, clearly visible on the outside can be detected, the inside can not be detected.
3. Pins crooked, missing foot detection, detection of foreign objects between pins.
Note: The image of above inspection items must be clearly visible for inspection
Inspection efficiency: 100-600 pieces per minute (according to sample feeding speed).
Segmentation: Subdivision of inspection steps according to inspection content.
Equipment composition and main institutions
Overall Composition Size:900*800*1850 mm
Model:INTSOFT_302C
1. INTSOFT Visual Inspection Software
2. Industrial computer
3. 19 inch Display
4. Industrial camera: 6 sets, respectively, the top of the detection pins crooked, oxidation, left side of missing parts, right side of missing parts
Side backlight detection pins crooked, bottom detection oxidation, lack of pins, bottom detection of foreign matter between pins.
5. Industrial lens: 6 sets of FA industrial camera
6. Professional glass disk
7. Solenoid valve
8. Reducer
9. Vibration machine
10. Feeding equipment (vibration disc, electro-vibrating feeder, controller).
Detection process
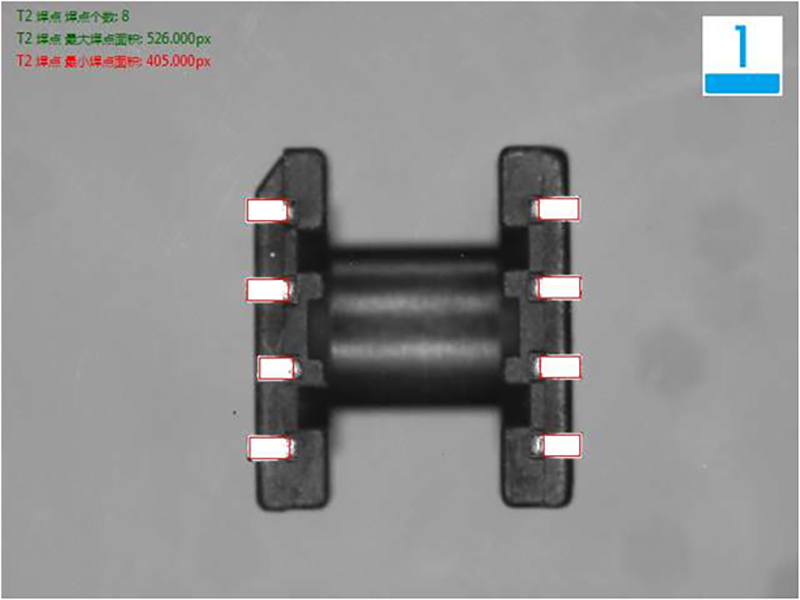
Bottom detection
Original image of bottom inspection:
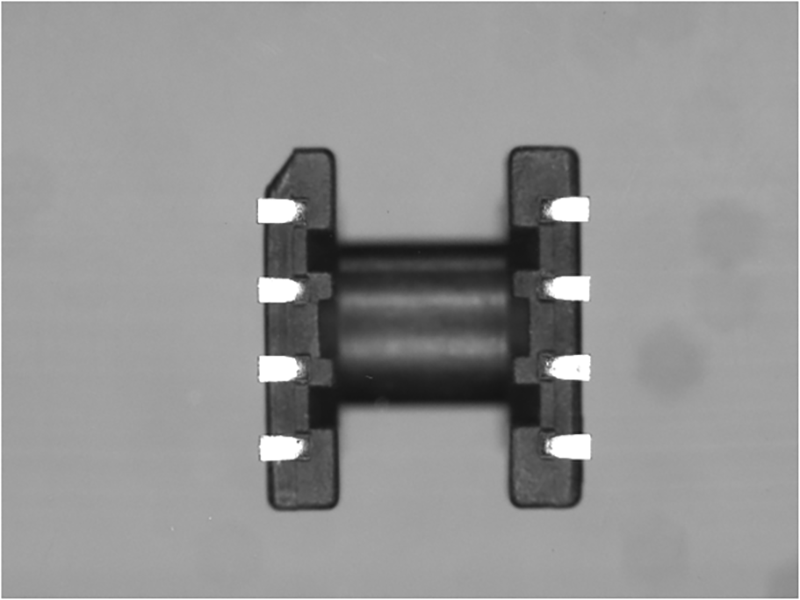
Bottom inspection good product effect analysis chart: OK
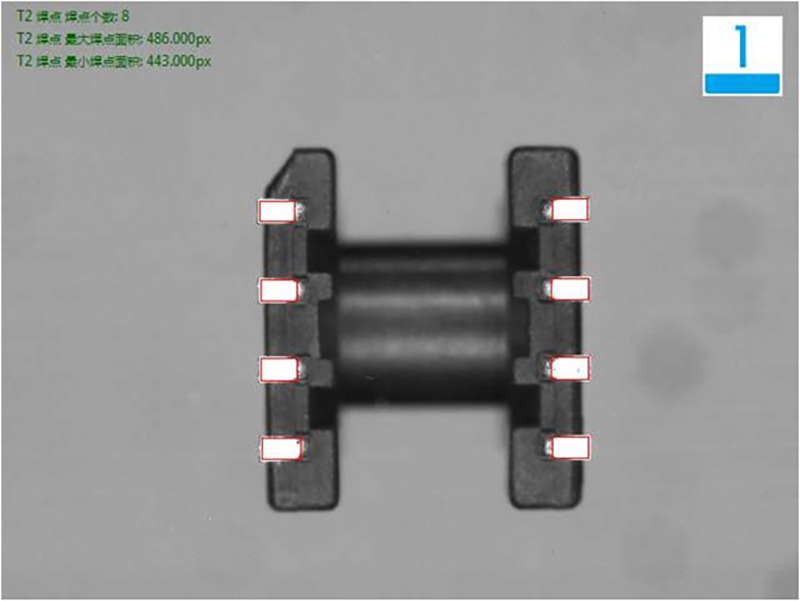
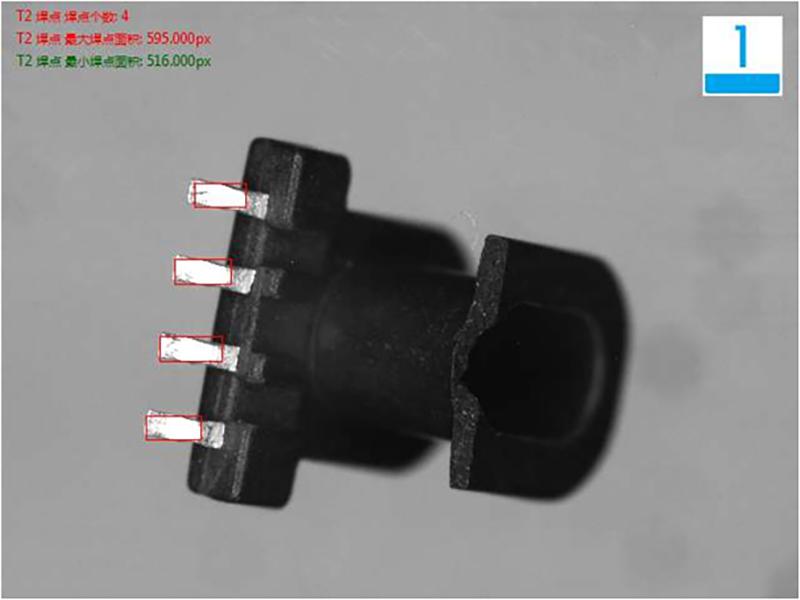
Bottom pins detection oxidized defective product analysis chart:NG
Bottom pins detection missing pins defective product analysis chart:NG
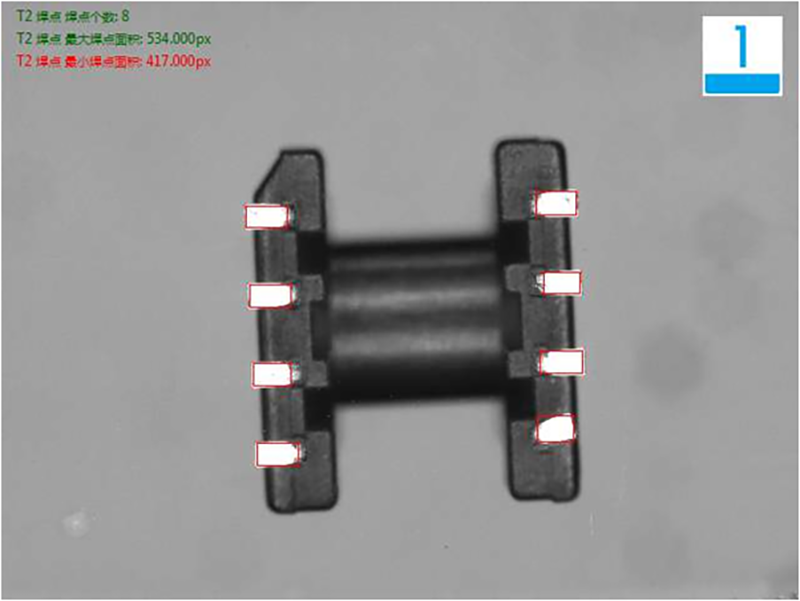
Bottom pins detection pins crooked defective product analysis chart:NG
Side detection:
Original Image of side inspection :
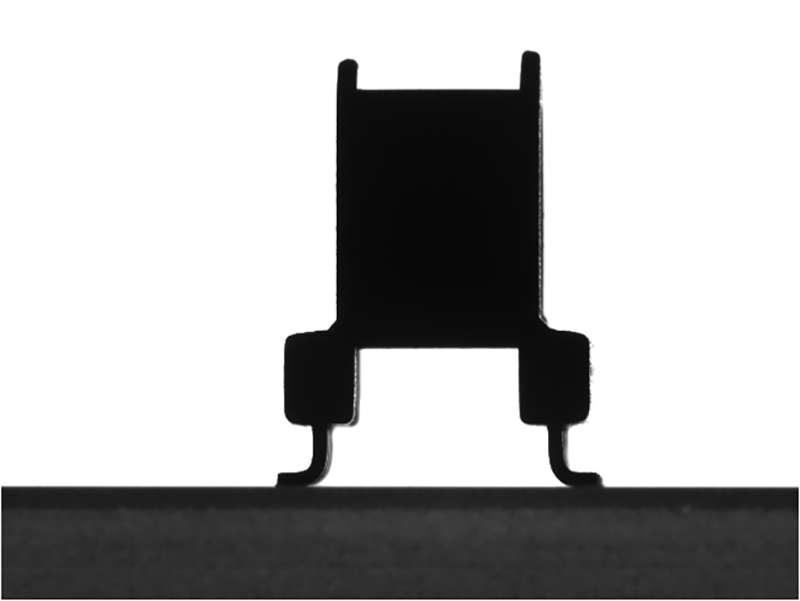
Side Inspection good product Analysis Chart:OK
Side inspection bobbinbroken defective product analysis chart:NG
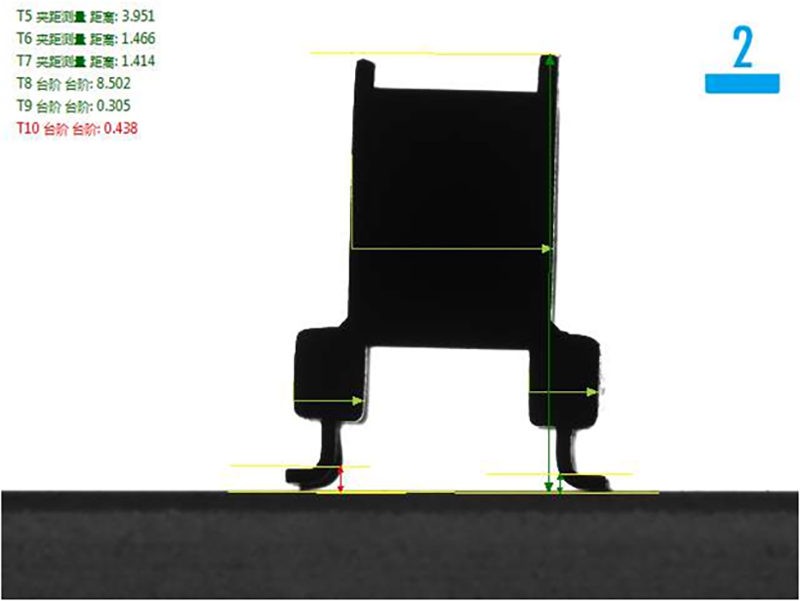
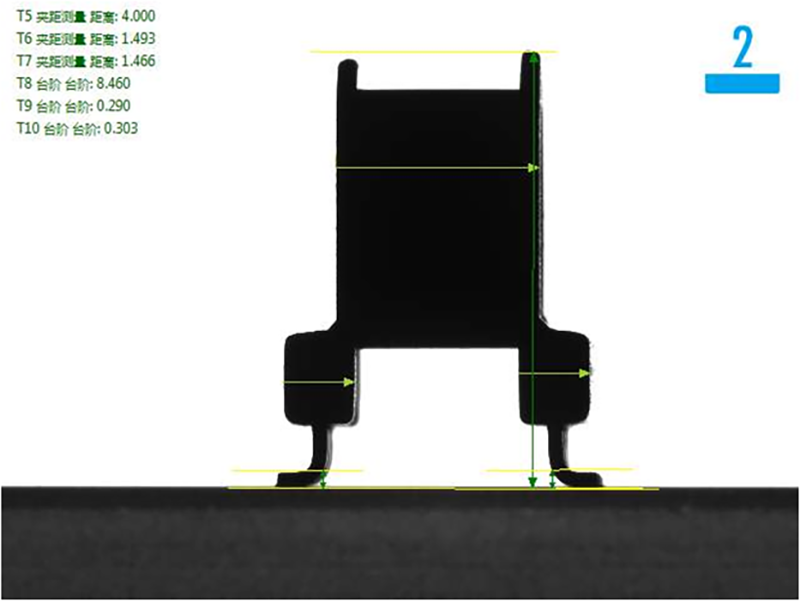
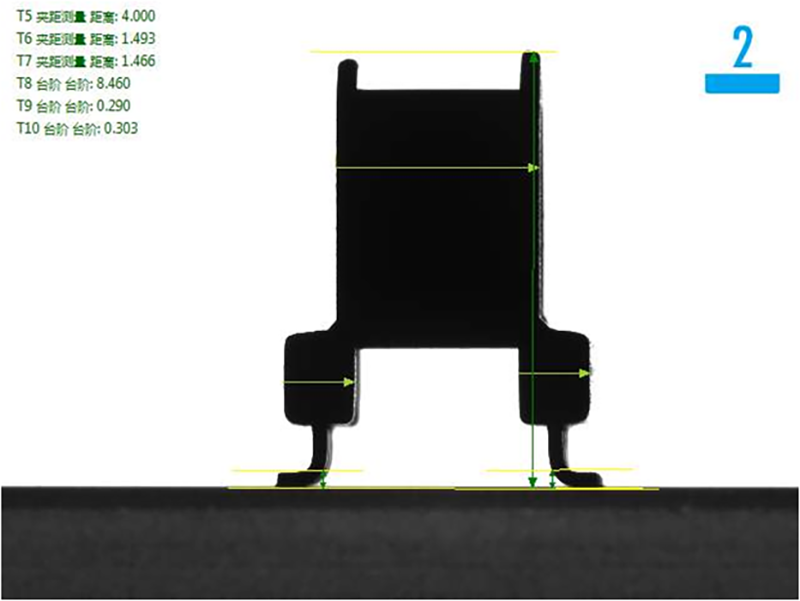
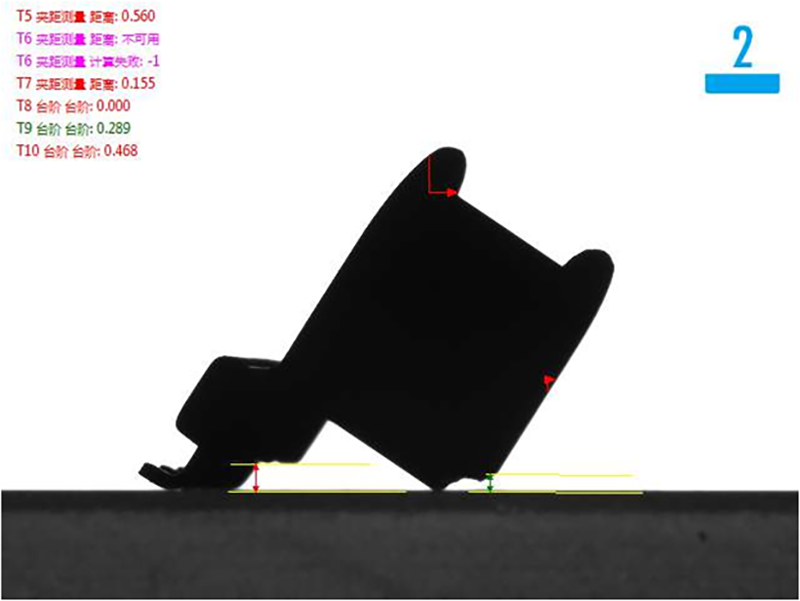
Side Backlight Detection
Original image of side backlight:

Side backlight good product analysis chart: OK
Side backlight defective product analysis chart: NG
System installation requirements
Equipment placed in the inspection space: In the assembly line side of the installation of Intsoft vision inspection system alone, you need to ensure that there is enough space to install the equipment.
Ambient temperature: 0-50 degrees Celsius;
Air humidity: 90% RH or less;
Electronic interference: Provide a place with less electronic interference for the equipment.
Power supply: AC 220V, 50Hz, power consumption <1KVA