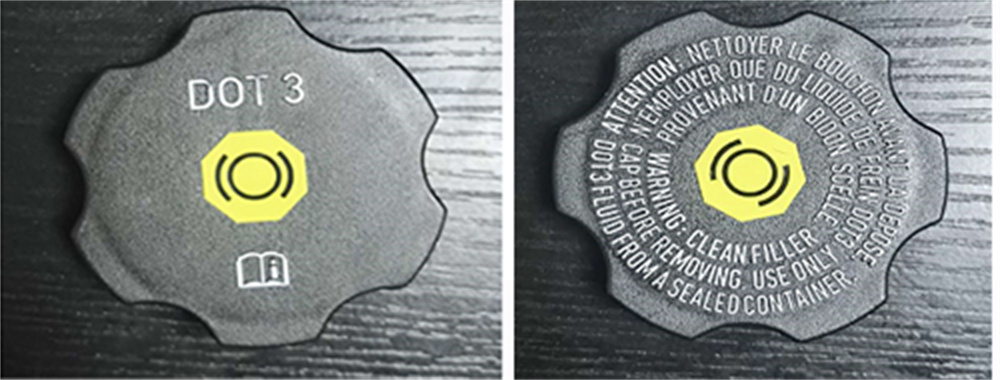
Our customer, a supplier of automotive manufacturers, commissioned us to develop an intelligent visual inspection system for its production line to conduct a comprehensive inspection of the oil tank cap to ensure product quality. The oil tank cap is printed with the brand logo, model and safety tips, and the product appearance requirements are very strict.
Inspection items
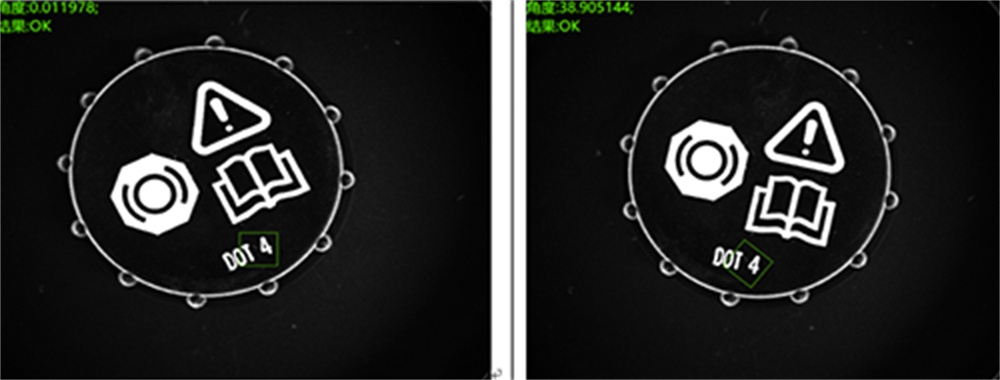
1. Check that the print pattern and font on the surface of the oil tank cap is correct, and that there is no reverse printing or blur.

2. Check whether there are defects such as bumps, scratches, deformation, etc. on the surface of the oil tank cap.
System design
Image acquisition unit:
1. Use the Basler S series high-resolution industrial camera to take full-scale photos of the oil tank cap for clear, high-quality images.
2. Equipped with an appropriate LED light source to eliminate the influence of ambient light on imaging.
3. The oil tank capcannot overlap to avoid affecting image acquisition.
4. For the workstation where the installation space of the detection equipment is insufficient and the camera is tilted to take pictures, there will be a certain deviation in the measurement angle. We use a standard calibration plate for angle correction, and the effect is accurate and good.
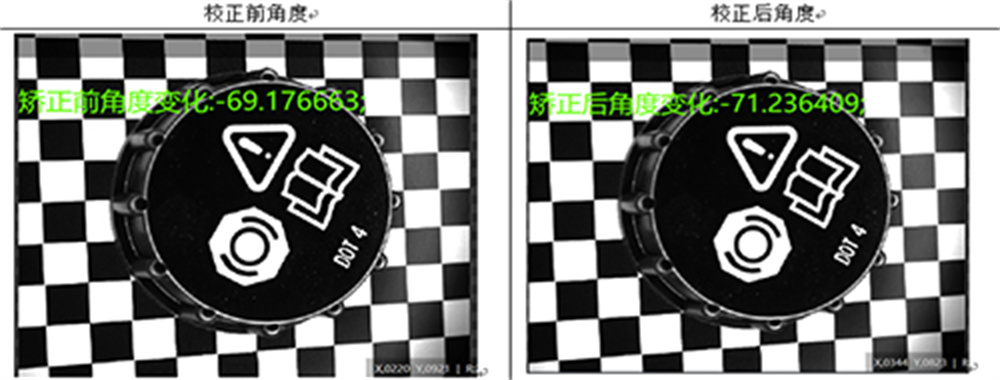
Image processing algorithm:
1. Develop deep learning image recognition algorithms, train the model to recognize the correct pattern and font, and detect whether there is inverted printing or blur.
2. Design an algorithm based on image feature extraction to detect surface defects such as bumps, scratches and deformation.
Central control system:
1. Use AI-INTSOFT software system to manage the entire inspection process.
2. Equipped with HMI human-machine interface, real-time display of inspection results, and support for manual review.
3. Transmit inspection data to the host computer system to form a quality report.
Workflow:
1. CCD is installed at the end of the production line, and the oil tank capflows through the CCD inspection area through the assembly line.
2. In the CCD inspection area, the camera takes high definition images of the capat different angles and transmits them to the image processing unit.
3. The algorithm module analyzes the image to detect printing quality and surface defects.
4. The central control system displays the inspection results in real time, qualified products directly enter the next process, and unqualified products are marked and isolated.
5. The inspection data is recorded in the quality management system to provide a basis for subsequent analysis.